|
MTX und
Rotax Gehäuse Bearbeitungen
hier
für MTX 130, 140, 145 bis MTX Max 210
für Rotax 125, 140, 150
|
|
|
|
|
Verschiedene
Möglichkeiten allgemein
|
|
1. Alt
Bauart mit Gehäuse
Aufschweißen
|
|
2. CNC
Billet Gehäuse
|
|
3.
Gegossene MTX Gehäuse
|
|
4.
Serien Gehäuse
|
|
|
Bis vor
einigen Jahren blieb für MTX Motoren nichts weiter übrig als Serien Gehäuse mit Alu Aufschweißen
Nur so konnten Serien Gehäuse auf MTX 130 gebracht werden.
Der Knack und Schwachpunkt war die große MTX Zylinderfläche mit
zusätzlichen Eingang zum KW Raum
Die nächste Hürde der große Honda typische Zuganker Abstand mit
seinen Unsymmetrien
Um Simson Gehäuse auf diese Größe zu bringen war Leim in diesen Mengen völlig Ungeeignet
Beim Aufschweißen mussten beide Gehäusehälften getrennt
Behandelt werden
Dann Abplanen, die Hälften zusammen führen und die restlichen
Fräsarbeiten als Paar
Wurde mit Köpfchen Geschweißt gab es keinen Verzug für wichtige Stellen
So wurde über
20 Jahre Verfahren
Wie es aber immer so ist. Einer macht Einzelstücke und gibt sich
Mühe je Einzelstück.
Der Andere will
in Masse Geld Verdienen.
Mit dem Masse
Geld mach Gedanken wars dann vorbei mit Schweißen.
Nicht weils
über Nacht schlecht geworden wäre sondern weil je Gehäuse mindestens ein
voller Arbeitstag drauf geht
für Schweißen,
Fräsen und Ausdrehen.
Gerät der Aufwand ins Masse Karussell weil MTX Umsätze locken
sinkt die Sorgfalt.
Dieses
Schweißen gab es auch. War aber ein Anderes
So gingen
Überlegungen dahin alles fertig außerhalb Herstellen zu lassen. Zum Beispiel fertig
Gegossen
Damit es fertig Griffbereit im Regal liegt, keinen Aufwand erzeugt und Massen
Umsatz bringt.
Logisch das der Vorgang sogleich Werbung brachte, das Schweißen
böser Verzug ist
Genau genommen
war nicht Aufschweißen das Problem sondern Versuche damit in Masse Geld machen.
Nun sind sie da. Neue Gehäuse Typen ohne Schweißen. CNC Gefertigt und Gegossen
Damit müsste die Welt nun Heile sein und wer auf Masse setzt auch
Glücklich.
Mit den neuen Gehäuse Typen
wurde es Leichter MTX Motoren zusammen zu bauen.
Vor allem weil die Zylinderflächen nun schon vorhanden sind. Ein
Fortschritt
Ist in den Gehäusen alles fertig Vorhanden ? Ein Blick in
Details zeigt mehr
MTX steht für
höhere Leistungen oberhalb 30 PS.
Folglich müssen
MTX Gehäuse die dafür benötigten Verstärkungen besitzen.
Die übliche Bestückung aus Serie reicht hierfür nicht mehr.
An dem Punkt scheiden sich die Geister.
Husch husch
schnell fertig für guten Umsatz hat Schwachstellen und Konstruktionsfehler an
Bord gebracht.
Als Otto Normal
Käufer könnte ( und soll ) man denken der Aufbau wäre vom Konstruktions
Ingenieur.
Was Serie betrifft Sicherlich. Jedoch nicht was MTX Gehäuse
betrifft.
Da sitzen junge Leute und mittleren Alters am Werk mit Antrieb für
hoch gesteckten Gewinn.
Dazu wird sich was Ausgedacht und eben auch MTX Eingespannt. Tuning
auf etwas andere Art. Auf Massen Art.
Im Ergebnis vergessen das in der
MTX Leistungsklasse Serien Lager kein guter Begleiter ist
Abgeschaut aus Vorgänger Gehäuse und kleineren Hubraum gibts gerademal 2 stärkere Lager von gesamt 6.
Auf der linken
Motor Seite. Rechts geht leer
aus. Als würden Getriebe Wellen nur einseitige Abstützung brauchen.
So ist es wenn Werbestrategen
"Entwicklung" betreiben
Wenn der Geist lenkt, da muss ein MTX Zylinder drauf weil sich
damit Geld machen lässt.
Wer will schon
70 ccm Tuning ?
Weil sich Käufer schon garnicht mit Konstruktionswissen auskennen
wirds auch Gekauft.
Als Orientierung ist den Meißten nur Werbung Verfügbar.
Die stammt aus dem selben Haus wie das Produkt und somit klar Positiv fürs Produkt.
Will man Gehäuse wirklich auf MTX Leistungen rüsten
muss nach wie
vor einige Extra
Arbeit verrichtet werden
Auch an vermeintlich fertige MTX Gehäuse aus dem überteuerten Hochpreis
Bereich.
Bei nahezu
gleichen Herstellkosten wie Serien Gehäuse ist MTX dennoch Preislich 300%
"mehr Wert"
Nachträglich Verstärken gilt nicht nur für Hochleistung und Rennsport
sondern auch
für normale Alltags Verwendung weil die schon mit über 30 PS Gesegnet ist.
Anmerkung nebenbei:
Mit MTX Fertig Gehäuse sind Direkt Membraner aus der Mode gekommen
Mancher Anbieter hatte diese Bauart als gute Werbemache Gebaut
wobei dann erst hinterher raus kam
das MTX 130 mit Direkt Membran an sich Quatsch sind. Im System
wurde "Vergessen" das Vergaser und Anschluss
gleich wieder Zunichte machen was durch Direkt Membran Besser
sein sollte
Unterm Strich wars Austoben von Ideen zum Geld machen und
natürlich Werbung
Gerade bei MTX 130 wars Sinnlos weil die generell schon mit
direkten Zugang zum KW Raum Gefertigt sind
Summa Sumarum sind heutige MTX Motor Gehäuse größtenteils ohne solchen Spiel Schnulli
Schade wer damals viel Geld für Direkt Membraner hinlegte weil
Werbung so schön blinkte
aber später erst mit
bekam das Gewinde nur 10 mm tief sind
und Zuganker ausreißen.
Das nur Serien Lager drin sind und eigentlich
alles auf Optik und Geld machen Gebaut war
Mit solchen Bauarten und Werbeaktionen haben sich einzelne Tuning
Firmen schnell hoch Gedient
Kaum das erreicht auch sogleich wieder andere Baurichtung
eingeschlagen.
Immer Multimedia im Gepäck. Videos usw. Schnell viel Geld
war Wichtiger als alles
Andere
So sind heute Direkt Membran
Bauarten in 2. und 3. Besitzer Riege ständig zu Reparieren
und bleiben im Endeffekt trotzdem hinter guten
Leistungen zurück. Zu kleine Membrane, Schrauben im Weg usw.
Alles nur mal Gebaut zum fixen Geld Verdienen und schnellen
Aufwärts Weg
Wer einmal so Angetreten war ist schwer davon abzubringen und
springt auf den nächsten Zug
|
|
|
|
2. Billet CNC
Gehäuse
|
|
Auf
ähnliche Zug Aufspring Weise führte der Weg zu CNC Gehäuse
Das spart zunächst teure Gießformen und der Spaß kann zügig los
gehen
Große Handlungsfreiheit Inklusive der Möglichkeit relativ
schnell Nachbesserung zu schaffen.
Die Gehäuse sind quasi aus dem Vollen speziell CNC Gefräst für MTX 130 ( nicht Gegossen
)
Zum sicheren Umgang damit sollte man allerdings etwas Kenntnis zur
Materie haben
Fräsen hat Vor und Nachteile. Nicht umsonst ist das Gießverfahren
allgemein von der Industrie Bevorzugt
CNC gefräste Gehäuse sind meißt doppelt so schwer als Gegossene
Für Rennen wo es auf geringes Gewicht ankommt kein gutes Omen
Daher lassen sich CNC Gehäuse eher als Optik Tuning Verwerten.
Schön und Anders sein zum Vorzeigen
Für Leute die auf Optik stehen und sich eher mit Optik fangen
lassen
Beim CNC Fräsen können Lagersitze und Streben recht frei
gestaltet werden
Genau darin liegt Gutes und Schlechtes dicht beieinander
Es kommt eben darauf an welcher Fraktion der Entwickler angehört.
Eher technischer Fachmann in Sachen Konstruktion oder Tendenz Optiker
für schöne Erscheinung
Bei Billet Gehäuse erfolgte technisches "Durchdenken"
leider nicht sehr weit.
Ausgeprägter ist die Sache mit der Optik.
Zum Einsetzen für Lager müssen Gehäuse allgemein Erwärmt werden. Damit
Dehnen sich Lagersitze
Es wird der Effekt Genutzt das sich Alu ca. 3 x mehr Dehnt als
Stahl
Mit dem Abkühlen Schrumpfen die Lagersitze und fassen die Lager
fest ein
Beim CNC Gehäuse ist das auch so
Darin sind dicke Streben gesetzt die den Augen optisch Verstärkung
zeigen.
Beim Erwärmen Dehnen sie sich und pressen dabei auf die
Lagersitze. Viel Material, viel Dehnung.
Leider so stark das es Lagersitze Oval drückt. Je mehr Erwärmt wird um so schlimmer.
Das ist dann auch im Fahrbetrieb so.
Es sind Sachen die Käufer nicht kennen, "Entwickler"
nicht beachtet haben und Werbung mit schöne
Bilder Überpinselt
Es wird jeder Vorzug Genannt. Nachteile nicht.
Kühlrippen am
KW Raum machen Optisch Eindruck und werden kühlend Umworben
Leider erzeugen sie am massiven Material keine nennenswerte Kühlung.
Es ist ein Optik Trimm
Im Gehäuse vorhandene Verstärkungen geben mehrere Möglichkeiten bzw.
Kombinationen für verschiedene Lager Typen
So kann manches frei Kombiniert werden. So ganz frei nur leider
wieder nicht.
In den Spülkanal Zuführungen
sind Ölkanäle Eingesetzt. So platziert das nur Lager mit Serien Größe
Ölzugang erreichen
Werden Doppellager eingesetzt sind die Ölkanäle zu. Das gut
Gemeinte bleibt ein Optik Part für Werbezwecke
Schief gelaufen ist die Gehäuse Entlüftung. Bohrung größer als
Seriell und dazu ungünstig Platziert.
So verliert sich während der Fahrt Getriebeöl. Simple Testfahrten
in der "Entwicklunsphase" hätten es vermieden
Schnell Anbieten und Konzentratioin auf Optik haben es nicht
Erlaubt.
Man
kann CNC Gehäuse nutzen. Sie
wirken von außen und in Werbung Imposant.
Da jedoch im technischen Aufbau kein glückliches Händchen
am Werk war muss vieles Nachgearbeitet werden
Für MTX130 kommt man mit dem Gehäuse Typ halbwegs über die
Runden. Passend zum 30 PS Level
Für höhere Leistungen und Cross Einsatz muss leider einiges am Gehäuse
Nachbearbeitet werden
Hierfür ist die
Billet Bestückung nicht Ausreichend und wird deshalb nachträglich gesondert per CNC Bearbeitung
auf Vordermann Gebracht. Die nachträgliche Verstärkung kommt Vollständig ohne Schweißarbeiten
am Gehäuse aus
Einzelbearbeitung
solcher CNC Gehäuse ist hier Möglich
Möglich ist auch diese Gehäuse für 54 und mehr Hub fit zu machen
für Hubraum 140 und 145 ccm
Ansonsten hängt man auf 52 Hub fest. Damit auch an wenige KW Typen
die passen und komischer Weise teuer sind.
In aller Regel
mit schwere unsportliche Pleuel im Bereich 100 bis 105 mm Länge
Logisch das damit Herantasten an 40 PS recht
zäher Krampf ist und fast nur mit überspitzten Auspuff erreicht wird.
Gut für Vorzeige Arbeiten an Prüfstand auf Treffen.
Das es im Drehbereich gelb zu rot erfolgt sagen Leistungskurven
nicht.
Mit passender Gehäuse Bearbeitung lassen sich 40 PS Gesünder
erreichen.
|
|
|
|
Bilder Billet
Gehäuse Umbau
|
|
|
|
3.
Gegossene Gehäuse
|
|
Für
MTX werden sie fertig mit großer Zylinder Aufnahme Gegossen
Das ist die Triebkraft welche bei der "Entwicklung" im
Vordergrund stand.
Unterhalb der Zylinderfläche fallen die Innovationen schnell auf Serien
Level ab.
Auch gegossene Gehäuse haben nur einzelne verstärkte Lager. Nicht
komplett Beidseitig für alle Wellen
Das selbe Manko wie im CNC Gehäuse.
Auch die
Gegossenen müssen für MTX Leistungen noch verstärkt werden was vollständig
ohne Schweißen gelingt
Verstärken erfolgt hier per CNC
Bearbeitung. In der Hinsicht fast Identisch mit CNC Gehäuse.
Was jedoch
Unterscheidet ist das deutlich geringere Kampfgewicht. Für Rennsport die 1. Wahl.
Damit einher besteht bessere Materialverteilung die beim Gehäuse
Erwärmen nicht Lager oval drückt siehe CNC Gehäuse
Der Kaufpreis
fürs Gegossene liegt nur auf 50%
bei dennoch nahezu gleicher Ausstattung + Nutzen
Spezielle
Ölkanäle im gegossenen Gehäuse sind nicht Enthalten.
Die Thematik das
verschiedene Lagerarten die Ölkanäle verdecken und damit die Öl Funktion
außer Kraft setzen
ist im gegossenen Gehäuse nicht Vorhanden. Hier liegen vorn herein
die Karten offen auf dem Tisch.
Für haltbare
Funktion werden Ölkanäle ohnehin nicht benötigt.
Ein Element das
sich in Billet Werbung gut macht aber Praktisch nicht gebraucht wird
Das gegossene MTX Gehäuse ist vielseitiger Nutzbar als das
Billet Gehäuse
Vorteilhaft ist, das der KW Raum
für 52 Hub
Vorbereitet ist. Darin hat
die Pleuelbahn eine rundum laufende Aussparung
Mit 13 mm Breite
etwas schmal was an Simson Serien Pleuel Breite erinnert.
MTX Pleuel sind allgemein etwas Breiter + Massiver womit eine
Nacharbeit der Pleuelbahn ansteht.
Die Entlüftung
des Gehäuses ist besser Gelungen als beim Billet Gehäuse.
Durchmesser der Bohrung und die Platzierung hinter einer
Gehäuserippe orientieren sich am Serien Zustand
Es erfüllt gute
Funktion ohne Getriebe Öl Verlust. Leider beim Billet Gehäuse Misslungen.
Das gegossene Gehäuse besitzt größere Wahlmöglichkeit bei Kurbelwellen und Pleuel
Das erfreut
das Herz und Ermöglicht spezielle Paarungen die auch Renn Anwendung gerecht werden.
Es besteht kein fester Zwang zu einem bestimmten Kurbelwellen Typ.
Damit auch keine
Bindung an saftigen KW Preis den Billet Gehäuse ebenfalls haben
Einzelbearbeitung
gegossener MTX Gehäuse wird hier Durchgeführt.
Auch wenns
"nur" für MTX 130 Verwendet werden soll
ist Überarbeitung mit Verstärkung sehr Sinnvoll.
Schon der Lager wegen wovon das Getriebe Profitiert
Auf dem Weg stehen auch 54 und 56 Hub frei. Also auch MTX 140 und
145
Weil keine Bindung an eine bestimmte KW besteht muss diese auch
nicht linke Seite zylindrischen Wellenstumpf haben
Die zylindrischen Bauarten passen natürlich auch siehe
Bilder
Es besteht auch keine Bindung an einen bestimmten Pleuel Typ in
Breite, Länge usw.
Damit besteht auch keine feste Vorgabe welcher Kolben Typ verwendet
werden muss.
Insgesamt ist damit der Weg frei für Hubraum und Leistungen weit über 40 PS
Nicht nur 40 PS die kurzzeitig Orgelnd auf dem Prüfstand
geschafft wird per Auspuff Tuning zum Vorzeigen
Sondern mit Zug von unten heraus für dauerhafte Alltags Anwendung
|
|
|
|
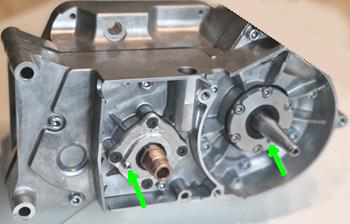
Bilder MTX 130 Gehäuse Gegossen
|
|
|
|
Die grünen Pfeile in den Bildern
zeigen Stellschrauben in den Dichtkappen
Sie
sind zum Spiel Ausgleich der Lager vorhanden und schaffen es Stufenlos
Stellschrauben bitte mit Schraubensicherung Einschrauben
Damit sind klassische Distanzscheiben rechts der KW Überflüssig
Ebenso wird auch
kein Sicherungsring mehr Benötigt
Die gewohnten Prozeduren mit Distanzen Einlegen und Ausmessen entfallen
Mit dem System
können nun endlich Kurbelwellen und Pleuel mittig gesetzt werden
Von außen ohne
sonstigen Schraub Aufwand
Speziell an der Abtriebswelle bitte die gezeigte Position einhalten
In der Position bleibt die Stellschraube der Kette fern womit auch
verstärkte Ketten passen
Alle Dichtringe
sind Gesichert gegen heraus drücken
|
|
|
|
Noch ein paar Worte zu Gewinde für Zuganker
Gegossene
Gehäuse werden in heutigen Zeiten per Druckguss hergestellt
Das ist ein Schnell Verfahren und spart Kosten. Im Vordergrund
steht Schnell
Übrigens auch
Zylinder, Zylinderköpfe, Fächerköpfe werden per Druckguss gefertigt.
Das Verfahren
bietet neben schnell fertig auch den Vorteil das es glatte Oberflächen gibt mit
saubere Konturen.
Es kommt all
jenen entgegen die sich beim Kauf von optischen Eindruck
leiten lassen
Wie es allerdings immer so ist mit 1. Eindruck und
Äußerlichkeiten Bewerten...
Es heißt was
drin steckt zählt ...
Da schneidet
Druckguss leider garnicht gut ab. Warum ist ganz einfach Erklärt
In eine
vorgeheizte geschlossene Gießform wird flüssiges Alu mit
ca.700°C mit Hochdruck eingepresst.
Das Problem
...
die Luft die vor dem Befüllen in der Gießform war bleibt drin und
wird durch den hohen Druck zusammen gepresst.
Ne ganze Menge Luft
Sie verteilt
sich vorwiegend auf die dicken Materialstellen und wird dort vom Alu Umschlossen
Damit bleiben im fertigen Aluteil Luftblasen eingeschlossen
Bei
Motorgehäuse sind das leider die Stellen die für Zuganker vorgesehen sind. Die
dicken Stellen
Dann wird
Eingebohrt und Gewinde gesetzt. Dabei werden die eingeschlossenen Luftblasen
Sichtbar frei gelegt
Erst jetzt kann
man sehen wie gut es ums Gewindematerial beschaffen ist.
Der 2. Blick.
Das Innere.
Nicht Gut was
man da zu sehen bekommt. Die Gewindepartie greift zur Hälfte in Luftblasen.
Halber Zugankerhalt
Das kann man so
nicht anbieten weils grausam aussieht
So hat man sich
für Verstecken entschieden indem Spiralen eingedreht werden.
Schaut man nun
ins Gewinde sieht alles super aus.
Damit sind
Käufer die sich von optischen Eindruck leiten lassen zufrieden gestellt
Ebenso der
Verkäufer der sich ebenfalls von Optik leiten lässt und so auch der Hersteller. Das Geschäft kann starten.
Hinter bzw.
unter den Spiralen sind nach wie vor Luftblasen und nur halber Halt für
Zuganker
Nur das man die
Luftblasen nicht mehr von außen sieht. Das Problem ist damit Optisch weg. Das
Technische ist Versteckt
So bekommt letztlich jeder der nach Optik und Äußerlichkeiten
geht genau das was zu ihm passt. Gute Optik
Auch wenns drinnen hapert.
Nun sind ab Hersteller Spiralen drin und
schon steht das nächste Problem an.
Normal werden
Spiralen als Reparatur für defekte Gewinde verwendet. Sonst eigentlich nicht
Im Fall Motorgehäuse hat man sich dennoch für die Schnellösung
entschieden
Wird so ein
Motor Gehäuse Abgedreht starten damit einige Probleme.
Das wird schnell zur Gefahr fürs Werkzeug. Dabei kann und wird es die Spiralen zerreißen + Gewinde verletzen.
Das dann wieder richten geht in Richtung Wunder bis der Zuganker
beim Eindrehen dann korrekt greift.
Besser Option B die
Spiralen vor der Bearbeitung Entfernen und danach neue Spiralen Einsetzen.
Schwierig
Spiralen zu Entfernen. Den Anfang Gefunden lassen sie sich einfach heraus
ziehen. Finde aber den Anfang
Damit sind sie
draußen aber auch fertig mit der Welt. Dann werden neue Spiralen benötigt und das
nächste Problem steht an
Wenn eine Luftblase zufällig im Gewinde Eingang liegt wird
Eindrehen wahrscheinlich nicht Gelingen
Wird eine
Steigung beim Eindrehen der Spirale Übersprungen passt anschließend kein
Zuganker mehr
Raus damit, noch
einmal neu
Gelingt es eine Spirale Einzudrehen damit sie korrekt fasst geht
nachfolgend ein Zuganker wie alleine rein
Bei all der
Fummelei bitte nicht vergessen.
Auch die neue
Spirale wird zum großen Teil in Luftblasen greifen und damit den Krafthalt
mindern
Luftblasen sind nach wie vor noch immer im Alu drin
Um das Spiralen Problem
zu vermeiden kann man auch zu Gehäuse greifen die noch keine Zuganker Gewinde
drin haben.
Gute Idee, schlechte Idee. Innen lauern wieder eingeschlossene
Luftblasen
Bei all dem wünscht man sich freiwillig
das der Gehäuse Hersteller besser sein Produktionsverfahren prüft.
Oder der Auftraggeber einen Hersteller aufsucht der es besser kann
Das allerdings
wird nicht erfolgen solange der Rubel rollt und alle Welt nach Werbung kauft
Das Beste wäre Zuganker direkt ins Alu, ohne Spiralen. Nur das
eben ohne Druckguss billig schnell fertig.
Es hindert nicht
an die Gehäuse Hochpreis zu nageln der die
Herstellkosten um mehrere Hundert % übersteigt
Auf der Schiene können manche Anbieter ziemlich Grenzenlos sein.
Da sparen und beim Käufer drauf.
Eingepackt in schöne Werbebilder Bescheinigt hoher Preis den
Teilen nochmals Hochwertigkeit
Das auch der
Letzte glaubt Teuer muss Gut sein. Das Klappt solange man nach Optik
Eindruck geht.
Wenn man sich Werbestrategien von Anbieter anschließt und
deren Werbeslogans folgt.
Kurzer Schwenk zu Fächerköpfe die ebenfalls aus Druckguss
gefertigt werden und ebenfalls mit Werbung hoch Gelobt.
Bei
Fächerköpfe sind es nicht die Gewinde die Sorgen bereiten.
Da sind Luftblasen im
Inneren Eingeschlossen die nauturgemäß an den Stellen keine
Wärme übertragen
Isolier Effekt bei Fenster. 2 Scheiben und dazwischen Luft.
Im Kopf Material sind die Luftblasen innen. Man siehts nicht. Muss nicht versteckt
werden. Ist schon Versteckt. V wie Vendetta
So wird aus große
Rippen für gute Kühlung tief im inneren miserable Wärmeleitung
Die Kühlrippen
bekommen weniger zu tun weils vorher schon erst garnicht hin geleitet wird.
Apropo hin
leiten. Werbung machts genau so. Außen großen Rippen zeigen und von bessere
Kühlung reden.
So funktioniert guter Eindruck für Preis ganz hoch.
Was innen steckt sieht man erst wenn ein Zylinderkopf abgedreht
wird.
Bei Rohware zum Anpassen generell der Fall. Die sind zum Ausdrehen
da.
Wenn dann die
Luftblasen frei gelegt sind und Abdichtung zum Hürdenlauf wird
will der Urheber das Ding nicht zurück haben.
Der hat zwar die
Entscheidung für Druckguss getroffen und somit auch eingeschlossene Luftblasen
Nur bitte nicht
zurück. Am besten man sagt Käuferschaft erst garnicht was Druckguss ist.
Lass sie weiter
an guter Optik orientiert teuer Einkaufen während Herstellung billig schnell
läuft. Werbung an
Der Markt ist
zum Abgrasen da und danach die Sintflut. GmbH Denken ist zum großen Teil so.
Eher werden neue andere Artikel "Erfunden" als für lange
Kundenbindung zu stehen.
|
|
|
 
|
|
|
Die Unzulänglichkeit betreff
Spiralen ist relativ leicht zu Handhaben wenn man weiß wie.
Besser als manches
Fehlverhalten von CNC Gehäuse weils dort leider Ewig drin bleibt
Leider auch 2 und 3 GEN (erationen)
|
|
|
|
|
4.
Serielle Gehäuse
|
|
Original und Import S51 und S70
Mit Aufkommen
von CNC und gegossene Gehäuse wurden MTX Bearbeitungen mit Serien Gehäuse
quasi Beendet
Da es allerdings über 20 Jahre Erfahrung brachte und für manches
Projekt nach wie vor Anwendung findet
hier einige Details dazu.
Diese Gehäuse sind Günstig in der Beschaffung aber Benötigen den
größten Umrüst Aufwand
Für die Bearbeitung dieses Gehäuse Typs können auch gebrauchte
Gehäuse verwendet werden
Auch wenn sie verletzte Lagersitze haben. Es wird ohnehin
vollständig Umgebaut und Aufgerüstet
Gewinde hingegen sollten noch gut erhalten sein um Arbeit zu sparen
Viele Verstärkungen werden CNC Bearbeitet und benötigen nicht
zwangsläufig Alu Schweißen
Manche (auch manche Tuner) können es sich kaum Vorstellen und doch
wurde es in der Entwicklungsarbeit Gelöst.
Hier ist nicht die Stelle zu Entscheiden wer welchen Gehäusetyp
nutzen möchte. Es steht jedem frei.
Besonders im Hinblick auf einzelne spezielle Projekte. Frei steht ebenso vorher Nutzen zu Aufwand auszuloten.
Wissen geben ist leider keine Stärke des Marktes. Vielmehr gehts um Verkaufen
wofür massiv Werbung gesetzt wird.
Auf der Schiene überwiegen immer die Vorteile während Nachteile
ungenannt bleiben.
Es soll ja Täglich viele Klicks machen.
Entsprechend beeiflusst es Entscheidungen zu Projekte für die es
nicht immer ein Neugehäuse sein muss.
|
|
|
|
|
Abschließend
der Hinweis das Gehäuse mit der Überarbeitung auch aussen farbig Beschichtet
werden können.
Motorgehäuse, Öl
Deckel, Lima Deckel, Zylinder, Kopf usw. Das erfolgt vor dem
CNC Eingriff
Passend kann auch der Auspuff Beschichtet werden. Zum Beispiel schwarz
Nickel
Es ist Ähnlich wie Verchromen und Hitzeresistent. Keine Farbe, keine
Emaille die Abplatzen oder Verbrennen.
|
|
|
|
|
Beste Grüße aus Suhl
|
|